


 Commissioning and Installation
Commissioning and Installation
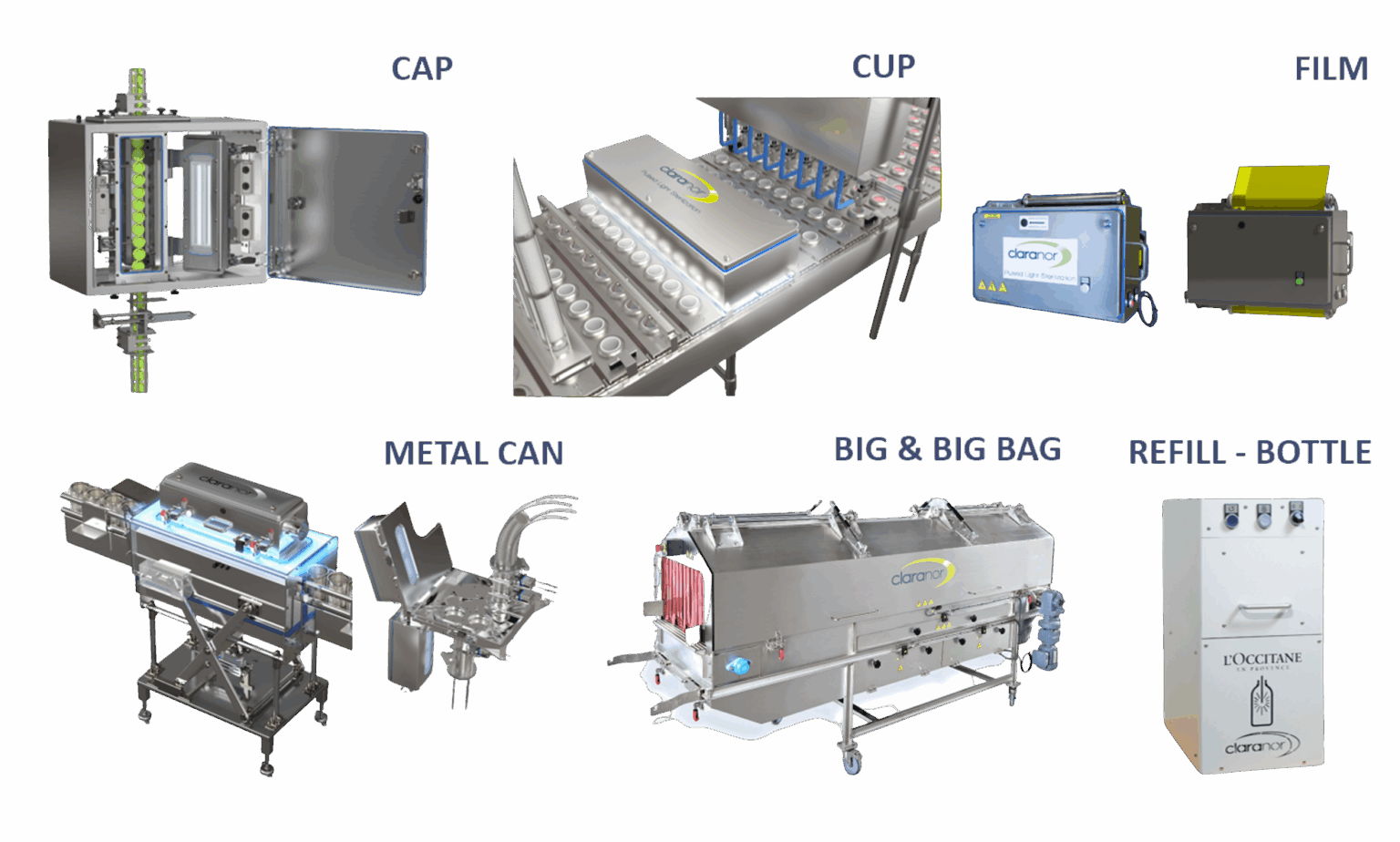
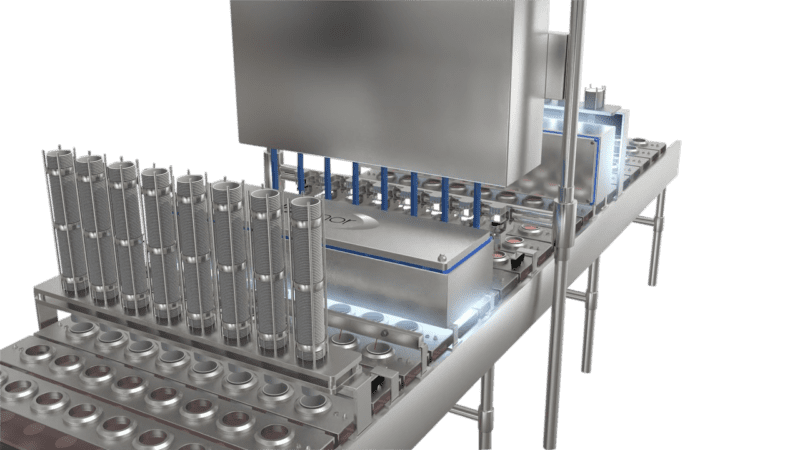
Claranor decontamination machines are designed for seamless integration into filling lines. With 19 years of experience, we work with leading OEMs and the most demanding producers worldwide. Our experts ensure smooth installation and commissioning, along with hands-on training for your production teams.
 Training and Operator Autonomy
Training and Operator Autonomy
- Claranor provides global training sessions to make your operators fully autonomous, helping you:
- Optimize machine capabilities
- Perform preventive and corrective maintenance
- Minimize downtime on your production line
- Additional training sessions can be scheduled anytime through our Customer Service team.
 Maintenance and Remote Support
Maintenance and Remote Support
Our Claranor Service Support platform provides:
- Preventive maintenance reminders
- Tutorials and procedure videos
Our helpline delivers remote diagnostics and troubleshooting, available Monday to Friday, 9 a.m.–5 p.m. GMT+1:
- Email: support@claranor.com
- Tel.: +33 (0)6 84 82 40 51
Please provide your equipment’s serial number for all requests.
 Spare Parts and Consumables
Spare Parts and Consumables
Claranor’s original spare parts are designed to maintain peak performance. With a permanent stock of standard parts, we ensure fast and reliable delivery.
 Retrofit and Machine Upgrades
Retrofit and Machine Upgrades
Claranor machines are durable and compact, allowing relocation or adaptation to new configurations, making your investment long-lasting.